
һ��ǰ��
��Ƶ���㷺Ӧ���ڸ��и�ҵ������Ƶ����ʾ��Ӳ�����ӿ��Ƶ�ȱ��һ���̶���Ӱ�������ڸ��ӿ���ϵͳ�е�Ӧ�á����Ʒ�����Ҫ��3�֣���һ���Dz��������ƣ������ò�������ͨ������ϵ�����ֹͣ�������ƣ��ڶ����DZ�Ƶ���Ĺ��ܶ��ӿ��ƣ�����ƶ��ٺ�����ֹͣ����������ģ��������˿ڿ��ƣ����0��10V��4��20mA�źŽ��е��١�
���������ַ�����ֻ�ܿ��Ʊ�Ƶ���IJ��ֹ��ܣ���ģ�������ƻ����ڿ��ƾ��Ⱥ������⣬ʹ����ӵ�λ��������ҪƵ�������������ʽϸߣ���˲��ܶ�����ϵͳ���о�ȷ���ƣ������Ƕ����ж�̨��Ƶ���Ŀ���ϵͳ����������һ���̶���Ӱ���˱�Ƶ���ڸ��ӿ���ϵͳ�е�Ӧ�á�
ͨ����Ƶ�������Ļ���485���ߵ�ͨѶ�ӿڵ�ͨѶ���Ʒ�ʽ�����������Ƶ���ڸ���ϵͳ�еĸ���Ҫ����ʵ��Զ�����绯�����ֻ��ľ�ȷ���ơ�������MXϵ��PLCΪ���������������PLC��16̨��Ƶ��ͨ��MODBUSЭ����п��ƣ�ʹ�õ��ת�١�����ת���Լ���Ƶ�����в����ȿ��Ʊ��ʮ�����;�ȷ��
����MODBUS���
ModbusͨѶЭ�飬��һ�ִ��еġ���ͬ��������ͨѶЭ�飬������ֻ��һ���豸�ܹ�����Э�飬�������豸ֻ��ͨ���ṩ������Ӧ�����IJ�ѯ������ݲ�ѯ������Ӧ�Ķ�����ModbusЭ�鶨����������ѯ�ĸ�ʽ������������ӻ��ı�ַ��������㲥����Ҫ�����Ĺ��ܴ��룬�������ݺʹ���У��ȣ������������Ҫ��Ķ�����������֯һ��������Ϊ��Ӧ��ModbusЭ�鲻��Ҫ�ر�Ľӿڣ����͵������ӿ���RS485����ModbusͨѶ�����У�һ���ṩ��ASCII��RTU����ͨѶģʽ�������в��õ�ͨѶЭ��ΪMODBUS��RTUͨѶЭ�顣
����ϵͳ�ܹ���Ӳ������
����ϵͳ��PLC+��Ƶ����ɣ�PLC������Ƶ�����MIKOM��������MX2H-1616MT��PLC����Ƶ��������Ƶ�����MIKOM��������MV300ϵ�б�Ƶ����PLCͨ��485ͨѶ�ӿ�������˫�������ӵ�������Ƶ������RS-485�ӿ��ϣ�����Modbus-RTUЭ��ͨ�ŵĴ���ͨ����ϵͳ�ṹ����ͼ��
ͼ1 ϵͳ�ܹ�ͼ
�ġ�MODBUSЭ�������
��MXProgrammer�����У��ڹ��̹�������˫��ϵͳ��̬��Ӳ�����á�MX2H-1616M����PLCͨѶ�ڣ�PORT1�����������У�ѡ��ModbusЭ�飬����Modbus���ã�����Modbus�������ã�����ͼ��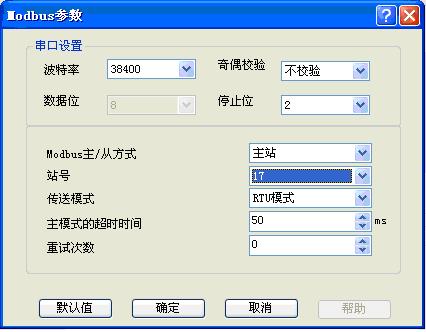
ͼ2 Modbus��������
������ѡ�õ�MODBUS�IJ�����Ϊ38400��8��N��2��RTUģʽ��PLCΪ��վ��ַ��Ϊ17��ע�⣺��վ�������Լ��ĵ�ַ�������ݣ�������վ�ĵ�ַҪ�ʹ�վ�ĵ�ַ��ɲ�ͬ����������Ƶ��Ϊ��վ����ַΪ1��16����������Ϊ����վ��ͬ��
��Ƶ�������ã���Ϊ���������Ҫ��ʵʱ���Ʊ�Ƶ����Ƶ�ʣ�������Ҫ��F00.01�����趨��ʽ������Ϊ2����ModbusͨѶ������
ͨ����Ƶ����F52��ͨѶ�������˵������ԶԱ�Ƶ����ͨѶ�����������á����±���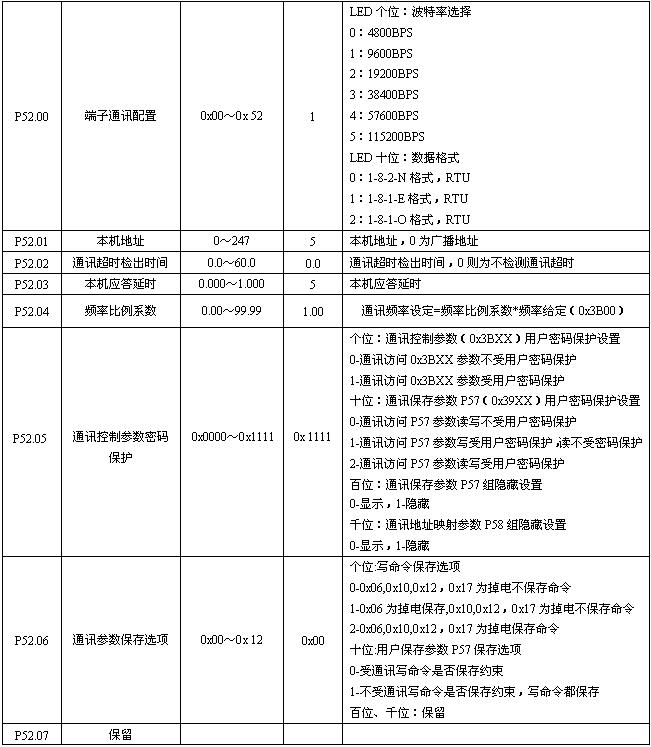
��P52.00����Ϊ0x03��P52.01����Ϊ1��16��PF52.02����Ϊ0.0��P52.03����Ϊ5ms��
ͬ����Modbusʵʱ���ڱ�Ƶ����ת���轫P03.02��ת�ظ���ѡ����Ϊ6��ModbusͨѶ����������ͨ��Modbusдָ�����ת������Ӧ��ַ�е����ݡ�MVϵ�б�Ƶ���Ĵֲ���������ͨ��ModbusЭ�����Զ�̸�д�Ͷ�ȡ����������ϵͳ�ͱ�Ƶ��֮�����ϵ���������ܡ�
�塢�������
��MX2Hϵ��PLC�У�����ModbusͨѶ�����ַ�ʽ��һ�ֲ���Modbusָ�Ҫ��ʹ���߶�ModbusЭ���ָ���ʽ��һ���˽⣻��һ��MODRD/MODWRָ�����ָ��Ϊ����ָ���Ҫ��ʹ���߶�Modbusָ���˽⣬�������ڳ���ʹ�õ��û����ֱַ�������£�
1��ʹ��Modbusָ�����Ƶ��ͨѶ
Modbusָ��Ϊ��վͨѶָ�ָ���ʽ���£�

S1��ָ��ͨѶͨ������Χ1��3��S2������������ʼ��ַ�� D������������ʼ��ַ
��1����Ϊ��վ�����ø�ָ��Ѵ�S2��ʼ��������ݷ��ͳ�ȥ��Ȼ��������ݣ������浽D��ʼ�ĵ�ַ��Ԫ�С�
��2����Ϊ��վ�����պͷ������ݲ���Ҫָ����ơ�
ʹ��Modbusָ����Ҫ�������ݻ����������丳ֵ��д�ֽ����ó�������ͼ��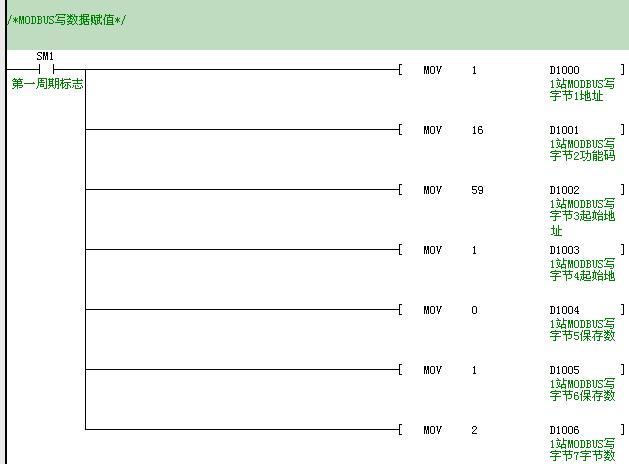
ͼ3 д�ֽ�����
�ڴ����ж�дָ����ֽڽ������£�
��1�ֽ�ΪModbus��ַ��
��2�ֽ�ΪModbus�����룬�˴�Ϊ16��16#10��Ϊд�ֽ����
��3�ֽ�ΪModbusд�������ʼ��ַ��λ���˴�Ϊ59��
��4�ֽ�ΪModbusд�������ʼ��ַ��λ���˴�Ϊ01����3�ֽںϳ�һ����ַ���˴�Ϊ59.01��Ϊ�������F59.01��������Ƶ�ʸ����������Ҫ�������Ĺ������Ӧ�����ݽ����ģ���Ҫ����3����4�ֽڵ����ݸ���Ϊ��Ӧ�Ĺ������ַ��
��5��6�ֽ�ΪModbusд���ݵı�����������WORD����
��7�ֽ�ΪModbusд���ݵ��ֽڳ��ȣ�byte����
��8�ֽڡ���9�ֽ�ΪModbus�ı�������1���ڱ����������Ҫ���ı�Ƶ����Ƶ�ʣ�ֻҪ����2���ֽ���д����Ӧ��Ƶ�ʼ��ɡ�
��10��11�ֽ�ΪModbus��CRCУ��͡�
���ֽ����ó�������ͼ��

ͼ4 ���ֽ����ó���
�ڴ����жԶ�ָ����ֽڽ������£�
��1�ֽ�ΪModbus��ַ��
��2�ֽ�ΪModbus�����룬�˴�Ϊ03��16#03��Ϊ���ֽ����
��3�ֽ�ΪModbusд�������ʼ��ַ��λ���˴�Ϊ59��
��4�ֽ�ΪModbusд�������ʼ��ַ��λ���˴�Ϊ01����3�ֽںϳ�һ����ַ����ַ���Ը����Լ���ʵ�����������趨��
��5��6�ֽ�ΪModbus�����ݵ����ݳ��ȣ�WORD����
��7��8�ֽ�ΪModbus��CRCУ��͡�
�����У�Modbusͨ���ɵ�һͨ������PORT1��Ϊ�˱�֤���١�ʵʱ�Ŀ��Ʊ�Ƶ������ʱ�жϲ�����������Modbusָ��ķ�ʽ����Ӧ�ó�����MXϵ��PLC��SM124(PORT1���б�־)��Ϊ�ַ��ļ�������ʹ����ϵͳ�ܹ��ڷ��ͳɹ��ĵ�һʱ�䷢����һվ���ݣ�����������ϵͳModbus��ͨѶɨ��ʱ�䡣��ʱ�ж�ʱ����Ϊ2ms���жϳ������£�
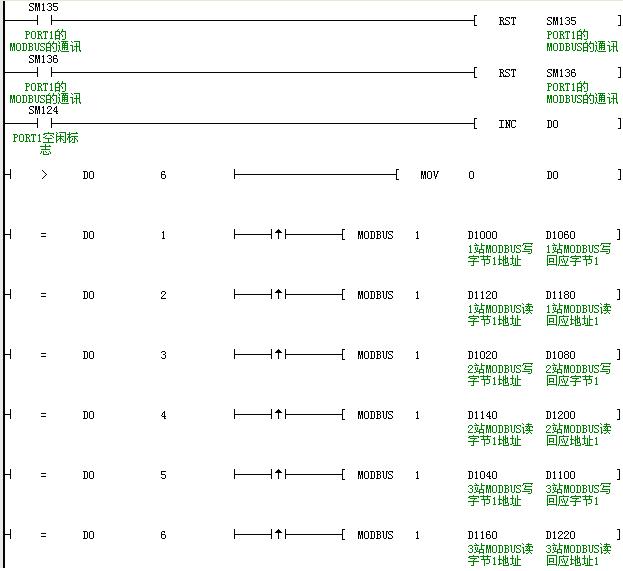
ͼ5 �жϳ���
��1վΪ����д����ʱ����Modbusָ�����D1000��ʼ�ķ��ͻ������У���Ƶ����Ӧ�����ݴ���D1060��ʼ�Ļ������У�������ʱ����Modbusָ�����D1120��ʼ�ķ��ͻ������У��������ݴ���D1180��ʼ�Ļ������С��û��ɸ�����Ҫ������Modbus��ָ���Ӧ�ĸ�ʽ���ҵ���Ӧ���ݺ���д�����
2��ʹ��MODRD/MODWRָ�����Ƶ��ͨѶ
MODRD/MODWRָ��Ϊ���ɻ�Modbusָ�ʹ�ü��㣬�����ʽ���£�
MODRDָ���ʽ���£�

S1��ָ��ͨѶͨ������Χ1��3�� S2����վվ�ţ���Χ1��31�� S3��MODBUS��ʼ��ַ
S4��Ҫ��ȡ��Ԫ������D������������ʼ��ַ
��1����Ϊ��վ�����ø�ָ�����վվ��ΪS2����ʼЭ���ַΪS3��ʼ��S4�����ݶ�ȡ���������浽D��ʼ�ĵ�ַ��Ԫ�����С�
��2����ȡ��Ԫ�������ɽ������ݵ���ʼ��ַ���������������ݵ���ʼ��ַΪMԪ�������ȡ��Ԫ������ΪλԪ����������������ʼ��ַΪDԪ�������ȡ��Ԫ������Ϊ��Ԫ����
3����Ϊ��վ������ȡ���ݲ���Ҫָ�����
MODWRָ���ʽ���£�

S1��ָ��ͨѶͨ������Χ1��3��� S2����վվ�ţ���Χ1��31��S3��MODBUS��ʼ��ַ
S4��Ҫд���Ԫ������D��д���ݵ���ʼ��ַ
��1����Ϊ��վ�����ø�ָ���D��ʼ��S4����Ԫ�е�����д�뵽վ��ΪS2����ʼЭ���ַΪS3��Ԫ���С�
��2��д���Ԫ��������д������ʼ��ַ��������д������ʼ��ַ��ΪMԪ������Ҫд���Ԫ������ΪλԪ������д������ʼ��ַΪDԪ������Ҫд���Ԫ������Ϊ��Ԫ����
��3����Ϊ��վ����д�����ݲ���ָ����ơ�
��ָ������п��Կ�����MODRD��MODWRָ��ɶȸ��ߡ��������ʹ�ø��ӷ��㡣�û������Modbusָ��ʮ���˽⣬ֻ���趨��ͨѶͨ����վ�š�ָ����ʼ��ַ��Ԫ��������������ʼ��ַ���ɣ��������û��Ĺ������������û�ʹ�á�MXϵ��PLC��MODRD��MODWRָ��IJ������ݿ���ΪD��M������ʹModbusָ�����
ʹ��MODRD��MODWRָ���Ҫ�Ի��������г�ʼ��������Ч�����ٳ�����������ͬ��ʹ�ö�ʱ�ж�������Modbus���ݣ���ʱ�������£�
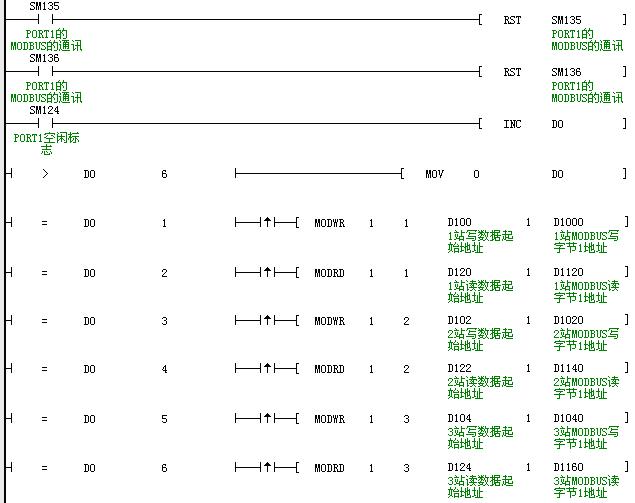
ͼ6 ��ʱ����
�ӳ����п��Կ�����������ʹ�õ���PORT1����Ƶ����ַ�ֱ�Ϊ1��2��3����д��Ϊ1���ֽڡ������Ҫ��1��վ�ı�Ƶ����Ƶ�ʽ��и�д����D100�е�����ӦΪ16#3B01�������ֽ�Ϊ10���ơ�59�������ֽ�Ϊ10���Ƶġ�01���������������ַ���в���������D100��д���Ӧ�������ַ���ɡ�
����������
ʵ��Ӧ����Modbus���Ʊ�Ƶ��ȡ���˺ܺõ�Ч��������ϵͳ���Զ����̶��кܴ���ߡ���������ڴ�ͳ�ĵ�λ������ģʽ��PLC+DA�ĵ���ģʽ���гɱ��͡����ȸߵ����ơ������ֳ������������Զ������ƣ��Ѿ��ǹ�ҵ��������ij�������������ӡˢ��ҵ�õ��˹㷺��Ӧ�á�
/ ���ظ�������MXϵ��PLC��MODBUS���ܿ��ƶ�̨MIKOM��Ƶ����ϵͳ���

